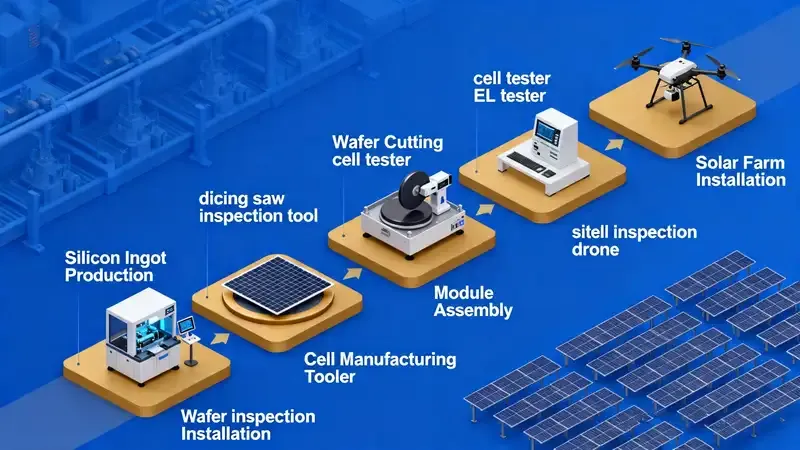
Photovoltaic quality control is not a single inspection — it is a chain of inspection stations, each catching different defects at different stages, collectively determining whether a finished PV plant performs to specification over its 25-30 year lifetime.
Stage 1: Seed Crystal Inspection
The chain begins before any silicon ingot exists. Inspected: microcracks via infrared imaging, dimensional accuracy, contamination, internal stress patterns. Equipment: SC-Seed six-in-one inspection. Catches defects that would cause ingot pulling failure.
Stage 2: Round Ingot Inspection
After Czochralski pulling, the cylindrical ingot must be evaluated before squaring. Inspected: internal cracks location and severity, dimensional accuracy, automatic marking for cutting optimization. Equipment: SC-Ingot-LR. Catches internal defects that would cause wafer breakage during slicing.
Stage 3: Square Ingot Inspection
After squaring into M6/M10/G12 wafer formats, inspection ensures dimensional precision. Equipment: SC-MC-BI plus SC-DIM-BI. Catches squaring-induced damage and dimensional out-of-spec ingots.
Stage 4: Wafer Inspection
After slicing, raw wafers inspected before any cell processing. This is the highest-value stage for catching material quality issues. Equipment: SC-SPL Photoluminescence inspection — non-contact, ideal for raw wafers. Catches material defects that would produce low-efficiency cells.
Stage 5: Cell Production Inspection
During cell processing, multiple inspection points verify each step met specification. Post-diffusion PL inspection verifies uniform diffusion. Post-metallization EL inspection verifies finger grids and busbars. Microcrack screening for handling damage.
Equipment: SC-MC-W high-speed microcrack inspection, SC-EPL PL+EL fusion module with AI defect classification, SC-PLEL-PS Integrated EL+PL tester.
Stage 6: Module Assembly Inspection
Cell-level inspection only catches cell defects. Module assembly introduces new defect modes: handling microcracks, cold solder joints, lamination damage, encapsulation defects. EL inspection at module level catches all of these.
Stage 7: Pre-Shipment Final Inspection
Before modules ship, final EL inspection verifies the complete product. Last opportunity to catch defects before they become field returns.
Stage 8: Installation Verification
On-site inspection verifies that transport and handling didn't introduce damage. Equipment: SC-EL-Portable, SC-DEL-Portable for site flexibility.
Stage 9: Operational Plant Inspection
Periodic inspection catches developing defects before they cause performance degradation. Equipment: SC-DEL-Portable for ground-level, SC-DEL-Drone for utility-scale, SC-IV-Portable for performance verification.
The Complete Picture
A PV module reaching end-of-life after 25 years has potentially passed through 8-9 distinct inspection stages. The economic logic of the chain is consistent: defects caught upstream cost orders of magnitude less than defects caught downstream.
A defective seed crystal caught at Stage 1 costs perhaps 50 USD in scrap value. The same defect undetected becomes 5K USD failed ingot pull, 20K USD batch wafer scrap, 40K USD low-efficiency cell production, 80K USD rejected module batch, and 200K+ USD field replacement costs. This is why modern PV manufacturers invest in upstream inspection capability that 10 years ago would have been considered excessive.
For end-customers procuring PV modules, understand which stages of inspection your suppliers actually perform. Suppliers with comprehensive full-chain inspection consistently deliver more reliable modules with better long-term field performance.